钢的淬透性
淬透性的概念
淬透性是指以在规定条件下,钢试样淬硬深度和硬度分布表征的材料特性,它表征钢淬火时形成马氏体的能力。淬透性是钢的主要热处理工艺性能。
从理论上讲,淬硬层深度应是工件整个截面上全部淬成马氏体的深度。但实际上,当钢的淬火组织中含有少量非马氏体组织时,硬度值变化不明显,且金相检验也较困难。因此,一般规定从工件表面向里至半马氏体区(马氏体与非马氏体组织各占一半处)的垂直距离作为有效淬硬层深度。用半马氏体处作淬硬层界限,只要测出截面上半马氏体硬度值的位置,即可确定出淬硬层深度。实际生产中,零件淬火所能获得的淬硬层深度是变化的,随钢的淬透性、零件尺寸和形状以及工艺规范的不同而变化。
钢的淬透性和淬硬性是两个不同的概念。淬硬性是指以钢在理想条件下,进行淬火硬化所能达到的最高硬度来表征的材料特性。淬火后硬度值越高,淬硬性越好。淬硬性主要取决于马氏体的含碳量,合金元素含量对淬硬性没有显著影响,但对淬透性却有很大影响,所以淬透性好的钢,其淬硬性不一定高。
淬透性的测定方法
淬透性测定方法很多,目前常用的方法是GB 225-2006《钢的淬透性末端淬火试验方法》。下图a为末端淬火试验装置,将标准试样(Ø25mm×100mm)加热至奥氏体化后,垂直置于支架上,向试样末端喷水冷却,由于试样末端冷却最快,越往上冷却速度越慢,因此沿试样长度方向上各处的组织和硬度不同。淬火后,从试样末端起,每隔一定距离测量一个硬度值,即得到沿试样长度方向的硬度分布曲线,该曲线称为淬透性曲线,如下图b。由图可见45钢比40Cr钢硬度下降得快,这表明40Cr钢淬透性比45钢要好。下图c与下图b相配合就可找出钢半马氏体区至末端的距离。该距离越大,淬透性越好。
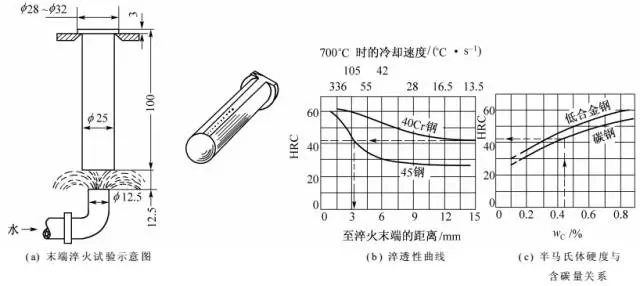
▲ 图 末端淬火法
钢的淬透性值用JHRC/d表示。J—末端淬透性,d—距水冷端的距离,HRC—该处硬度值。
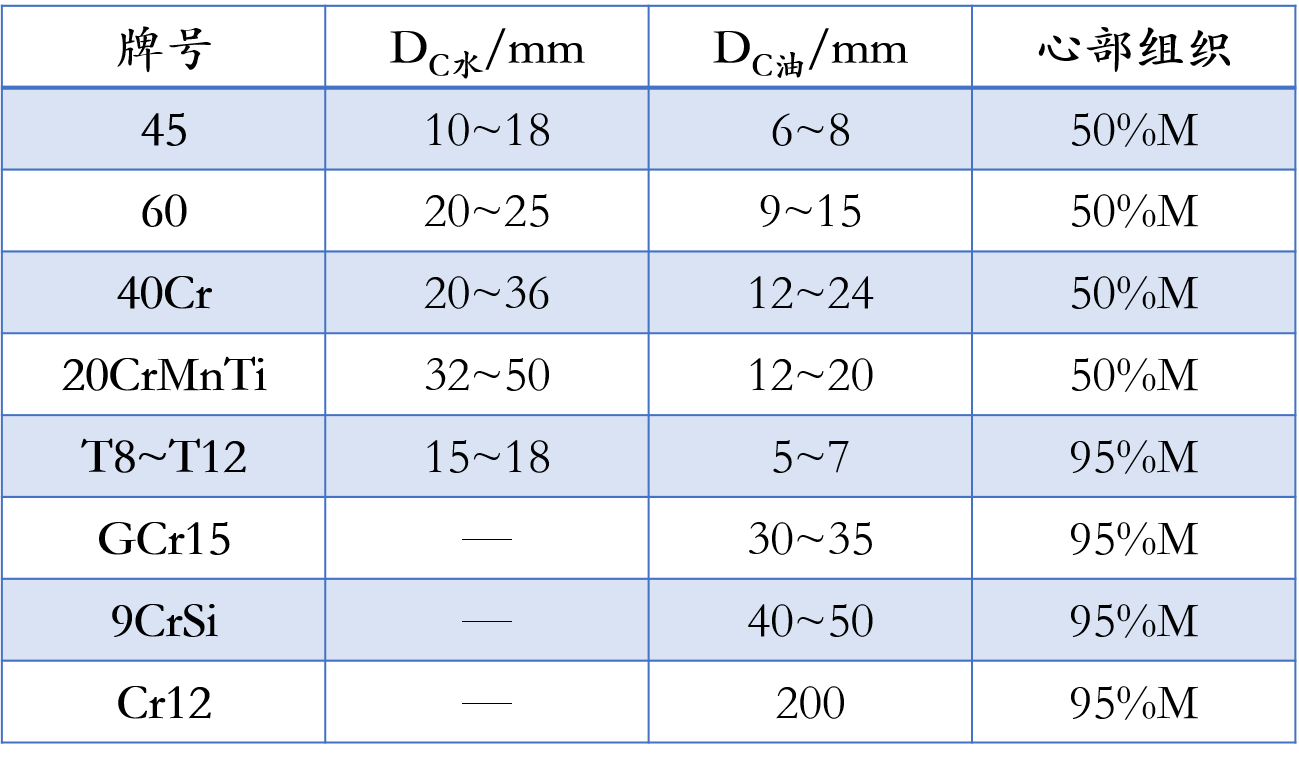
例如,J42/5表示距水冷端5mm处的硬度值为42HRC。此外,在热处理生产中,还常用临界直径(Dc)来衡量钢的淬透性。临界直径是指工件在某种介质中淬火后,心部得到全部马氏体或半马氏体组织时的最大直径,直径越大,钢的淬透性越好。
▼ 表 几种常用钢的临界直径
淬透性的应用
钢的淬透性是选材和制订热处理工艺规程时的主要依据。
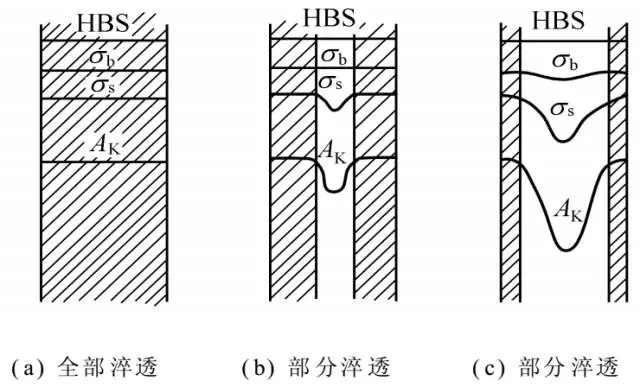
▲ 图 淬透性对钢回火后力学性能的影响
钢的淬透性好坏对热处理后的力学性能影响很大。例如,当工件整个截面被淬透时,回火后表面和心部组织和性能均匀一致,如上图a。否则工件表面和心部组织不同,回火后整个截面上硬度虽然近似一致,但未淬透部分的屈服点(σs)和韧性(AK)却显著降低,如上图b、c。
机械制造中许多大截面、形状复杂的工件和在动载荷下工作的重要零件,以及承受轴向拉伸和压缩的连杆、螺栓、拉杆、锻模等,常要求表面和心部的力学性能一致,故应选用淬透性好的钢;对于承受弯曲、扭转应力(如轴类)以及表面要求耐磨并承受冲击力的模具(如冷镦凸模等),因应力主要集中在工件表层,因此不要求全部淬透,可选用淬透性较差的钢;受交变应力和振动的弹簧,为避免因心部未淬透,工作时易产生塑性变形而失效,应选用淬透性好的钢;焊件一般不选用淬透性好的钢,否则易在焊缝和热影响区出现淬火组织,造成焊件变形和开裂。